
-
纺纱工艺流程后加工工序

1.管并与筒并 管并是管纱不经络简机,直接喂入并纱机,省去一道络筒工序。可减少基建投资,但股线张力不够均匀,易产生绕芯纱现象,结杂、细节亦较多。其工艺流程为:管纱→并纱机→捻线机。 管并是简纱喂入并纱机,其工艺流程为:管纱→络筒机→并纱机→捻线机。股线张力均匀,强力较高,结杂和细节较少,接头次数少,生产效率高。 并捻联合是通过并捻联合机将并纱和加捻同时完成,其工艺流程为:管纱→络简机→并捻联合机。省去并纱工序,减少设备投资,避免管并的某些缺点,但有时易产生绕芯纱,故适合一般织物用纱。 2.干捻和湿捻、单捻...
-
纺纱工艺参数和设备配备计算概述
在机型和纺纱工艺流程确定后,可按计划的产品方案,选定各机台的工艺参数,如牵伸倍数、并合数、速度、时间效率和计划停台率、制成率以及消耗率等,以便计算各工序的产量和相应的机台设备数量,从而编制纺纱设备配备表。 工艺参数的选择应与纺纱工艺流程和设备的性能特点结合起来考虑。如果工艺参数选择不当,不仅会影响产品的产、质量,还会造成生产脱节,供应不平衡。生产一定数量的细纱,如果粗纱的线密度大,就会影响细纱机的正常牵伸和产品质量;相反,如果租纱的线密度偏小,生产相同数量的细纱,所需要的粗纱机台数将会相应增多。 选择工艺参...
-
纺纱工艺参数的选择线密度并合数和牵伸倍数的选择
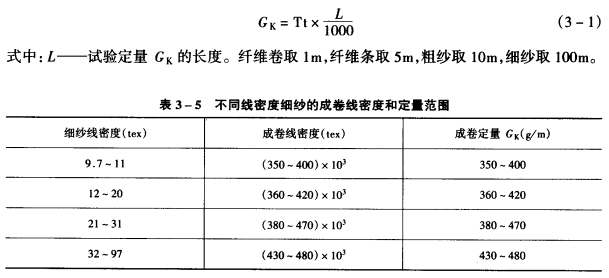
1.成卷线密度 成卷线密度过大不利于开松除杂,且增加后工序的牵伸负担,过小易产生粘卷破洞,降低质量。常用范围如表3—5。化学纤维眷线密度应较同特细纱的纯棉卷重些,以防粘卷,一船可采用接近纯棉中特纱的棉卷线密度。半制品定量(GK)和半制品线密度(Tt)的换算关系如下: 2.梳棉条线密度和牵伸倍数 线密度过大,分梳和除杂不良,易堵塞圈条斜管,且机器配备数量过少,机台无调节余地,影响前纺产、质量。线密度过小,纤维网漂浮,断头增多。 化学纤维抱合力较差,为防止纤维网漂浮,在纺制化学纤维时,纤维条线密度应较纯棉条的线...
-
捻系数的选择
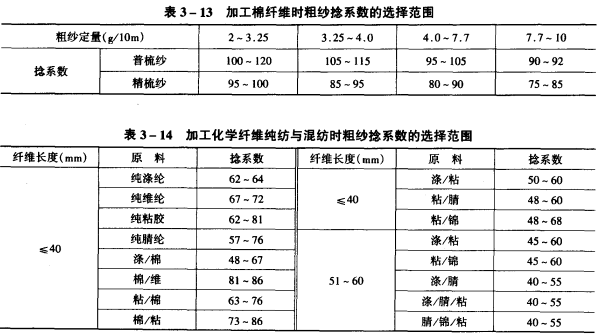
1.粗纱的捻系数 粗纱捻系数和纤维品种、长度及粗纱线密度等因素有关。当纤维长、线密度小、整齐度好时,因纤维间的抱合力大,选用的捻系数宜小,反之宜大。例如中长纤维的粗纱捻系数可比棉型纤维的粗纱捻系数小些;精梳棉纱的粗纱捻系数可比同持普梳棉纱的粗纱捻系数小些。粗纱线密度大时,截面内的纤维根数多,捻系数宜小,反之宜大。针织用粗纱,因细纱条干要求较高,所用粗纱捻系数宜高于同线密度机织纱。加工中等长度的棉纤维时,粗纱捻系数的选择可参考表3—13,加工各种化学纤维(纯纺与混纺)时,粗纱捻系数范围可参考表3—14。 2.细...
-
纺纱设备速度概述
1.概述 纺纱设备速度的高低与半成品及成品的产质量、各工序各设备配备数量、生产车间面积及基建投资有着密切的联系。在选择各机台的速度时,应考虑以下各点: (1)前纺设备速度水平要留有余地,一般取平均偏上水平,以便当设备速度突破原来平衡状态时,仍能保证前后纺半制品的正常供应。 (2)加工化学纤维产品时,为了稳定生产,其速度可略低于纺相同线密度棉纱的速度。 (3)当设备采取某些改进措施,如机械化水平提高、工人操作水平较高、卷装增大、机械结构有所改进,或采用新工艺、新技术等因素时,各设备速度应相应进行调整,以保证...
-
纺纱设备各工序速度的选择
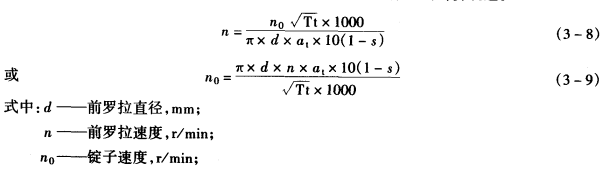
(1)清棉机:成卷罗拉的速度一般取10~15r/min。纺粗特纱和细特纱时,速度宜低些,前者因原棉合杂较高,后者因成纱质量要求较高;纺中特纱的成卷罗拉速度可略高些;纺涤纶或其他化学纤维纱,因纤维之间抱合力小,成卷较蓬松,易枯卷,故速度宜低些。 (2)梳棉机:梳棉机道夫的速度应根据设备型号、生条定量、产量和质量的要求而定。速度提高,产量增加,但不利于分梳除杂,设备配备数量减少,且影响梳棉条质量和后纺生产潜力的发挥。一股纺中特纱时,道夫速度可较高,纺细特纱和化学纤维纱时,道夫速度宜低些。 新型梳棉机道夫的速度高可达...
-
时间效率与计划停台率

设备在运转过程中,由于需要落纱、接头、布置工作地及工人自然需要等,会造成一定的停车时间,使实际运转时间少于理论运转时间,因此实际产量少于理论产量。 设备的时间效率尺是指在一定的生产时间内,设备的定额生产量q与理论生产量Gl比值的百分率,即: 设备的时间效率K也是指在一定的生产时间内,设备的实际运转时间te。与理论运转时间TL的比值百分率。 影响时间效率的因素有卷装容量的大小、自动化程度、工人操作熟练程度、劳动组织的完善程度等。一般时间效率可通过测定或实际生产资料统计而获得。 计划停台率η是指在一个大平车...
-
消耗率和各工序总产量
1.消耗率 生产过程中,必然要产生回花、落棉、回丝、风耗等落物,形成一定量的消耗,使后一工序的产量小于前一工序的产量,通常用消耗率表示各工序消耗量的多少。 某工序的消耗率是该工序的制成量与细纱生产量比值的百分率,即: AAA57865ERT34GSD...
-
细纱总产量的确定
纺纱工艺流程长,将纤维纺制成纱线需要经过一系列工序。如果一个工序生产脱节就会影响整个生产的正常进行,甚至会影响产量计划的完成,因此,保证各工序间生产供应的平衡,做好生产调度工作是非常重要的。生产调度时,需先计算出细纱总产量,然后选择机器牵伸倍数、半制品线密度等工艺参数,计算单机产量和各工序半制品产量,后确定所需机台数量。 一、细纱总产量的确定 纺纱工序平衡生产供应,是以细纱车间为中心,算出细纱生产量,再向两头(即前纺各车间和简摇成捻车间)平衡。因为细纱车间直接决定纺纱工厂生产能力,所以,前纺各车间的生产须满...
-
各工序生产供应的平衡
平衡生产供应的方法,是将各车间的喂入量和生产量进行核算和平衡,上一车间的生产量即为下一车间的喂入量。但要注意,各车间除了生产产品外,同时产生一定数量的回花和下脚,这些回花和下脚在计算生产供应时必须予以考虑。如两个细纱车间生产相同数量的细纱,若产生的回花和下脚量有所不同,那么两个细纱车间租纱的喂入量也就不同。 回花和下脚的大小,随原棉品质、纺纱线密度、温湿度、机械设备、纺纱断头率和工人操作水平等不同而不同。纺纱厂各车间回花、下脚的类别及其数量见表3—24、表3—25。 纤维原料有一定的吸湿性能,在加工过程中,...
