纺纱工艺参数的选择线密度并合数和牵伸倍数的选择
城南二哥2022-12-06 15:53:57安全防护用阻燃布1018来源:阻燃布料_阻燃面料网
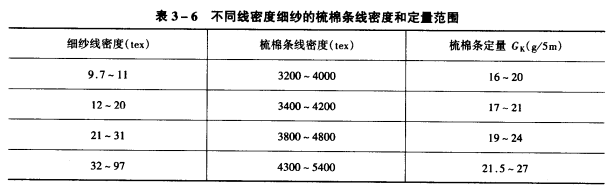
1.成卷线密度 成卷线密度过大不利于开松除杂,且增加后工序的牵伸负担,过小易产生粘卷破洞,降低质量。常用范围如表3—5。化学纤维眷线密度应较同特细纱的纯棉卷重些,以防粘卷,一船可采用接近纯棉中特纱的棉卷线密度。半制品定量(GK)和半制品线密度(Tt)的换算关系如下:
2.梳棉条线密度和牵伸倍数 线密度过大,分梳和除杂不良,易堵塞圈条斜管,且机器配备数量过少,机台无调节余地,影响前纺产、质量。线密度过小,纤维网漂浮,断头增多。
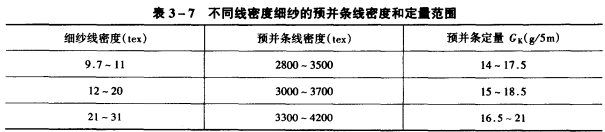
化学纤维抱合力较差,为防止纤维网漂浮,在纺制化学纤维时,纤维条线密度应较纯棉条的线密度大些,不同线密度细纱的梳棉条线密度和定量范围见表3—6。
梳棉机牵伸倍数宜适当提高,可减轻锡林和道夫针面负荷,提高分梳效能,但牵伸倍数过大,纤维网易原浮,机台配备数量增加。一般梳棉机的牵伸倍数在1.23—1.5倍左右。若按原料分,纯棉的牵伸倍数为1.45—15,涤/棉的牵伸倍数为1.33~1.45,中长化学纤维的牵伸倍数约为1.23。
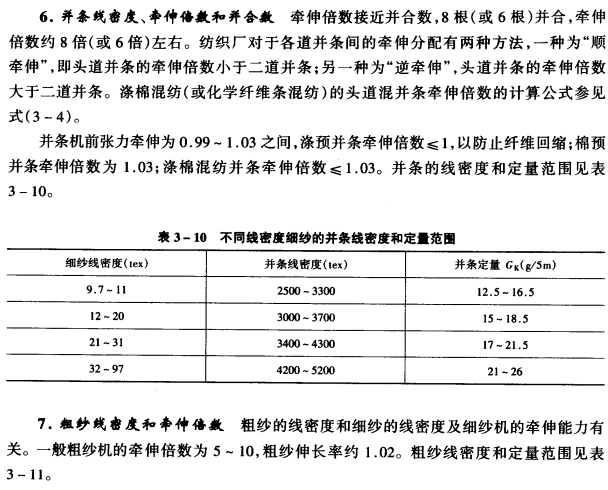
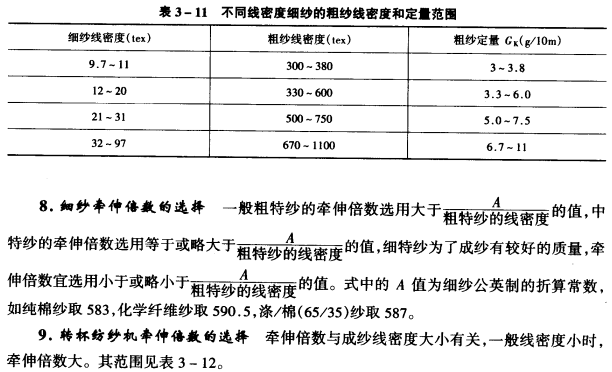
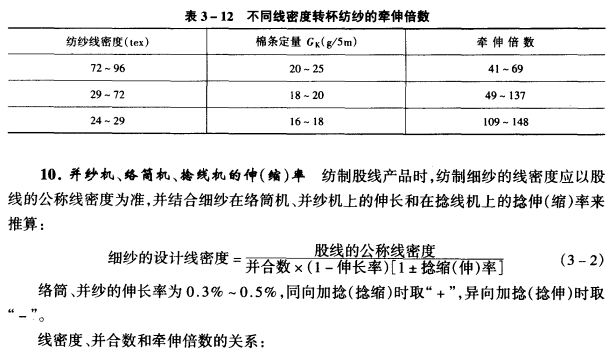
3.预并条线密度、牵伸倍数和并合数 一般6~8根并合,相应取6—8倍左右牵伸倍数,并合数增加可提高小卷中纤维的伸直度和平行度,改善精梳条质量,减少精梳落棉率。不同纱特细纱的预并条线密度和定量见表3—7。
4.小卷线密度、牵伸格数和并合数 线密度过大,精梳锡林负荷增加,内外层梳理差异大,梳理效能下降,且配备台数减少。线密度过小,握持不良,分梳欠佳,落棉增加,小卷粘连。小卷线密度应结合给棉长度一起考虑,一般给棉长度长时,为保证梳理质量,小卷线密度宜选小些;给棉长度短时,为保证精梳机产量,宜选大些。
牵伸倍数视喂入棉条的结构而定,纤维伸直平行较好时牵伸倍数可大些,反之,则小些。一般条卷机牵伸倍数为1.1~1.7倍,并卷机牵伸倍数为6倍左右,条并卷联合机牵伸倍数为2—5倍。
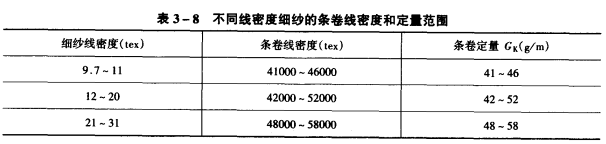
条卷机的并合数为20~24根,并卷机的并合数为6,条并卷机的并合数为30—48根。小卷线密度和定量范围见表3—8。
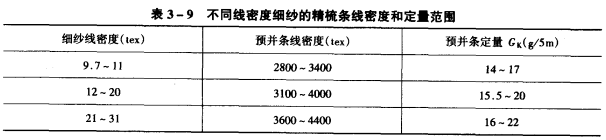
5.精梳条线密度、牵伸倍数和并合数 一般纺细特纱时其线密度较小,反之则大些。涤棉混纺时,为了保证精梳条与涤纶预并条线密度之间的正确混纺比,必须计算精梳条线密度。采用条子混合时,两种纤维条的线密度应相互接近,以便握持良好。总牵伸倍数应偏低掌握,以减少精梳机牵伸产生的附加不匀。一般在40—60倍。
各梳机的并合根数:A201D型为3根5FA251A型为4根;FA261型和5XF]269A型各为8根。精梳落棉率一般取15%—20%。给棉长度与机型、给棉方式有关,可根据实际需要选择使用。精梳条线密度和定量范围见表3—9。