
锯齿印花 锯齿轧花机工作原理
城南二哥2023-03-18 20:33:04阻燃资讯中心811来源:阻燃布料_阻燃面料网
各类国产锯齿轧花机的工作原理基本一致。从储棉箱落下的子棉经一对喂花辊定量地送到开松辊上,通过开松辊对子棉的打击、松解,使包在子棉团中的砖瓦石块等重杂物及僵瓣棉暴露在子棉流表面,子棉与排杂网的摩擦、抖动,使一部分尘杂及不孕子被分离出来,经开松后的子棉又被开松辊抛至大锯条辊上,子棉随大锯条辊一起向前运行,通过钢丝刷将子棉均匀刷附在大锯条辊表面,并使部分重杂物及僵瓣棉首先排落。进入格条栅区中,在格条栅多次冲击下,大锯条辊上的子棉流受冲击而抖动,大量的重杂物及僵瓣棉夹杂部分细小杂质被排落。子棉仍随大锯条辊旋转,当转至与小毛刷辊接触时,在毛刷辊的高速旋转下,勾拉在锯条上的子棉被刷送到淌棉板上,被排落的重杂物、僵瓣棉和少量的单粒子棉落到回收锯条辊上,转经钢丝刷时,子棉被刷附到锯齿上,因子棉量少,远远不能将所有的重杂物及僵瓣棉所包容,因此落到回收锯条辊上的杂质在离心力的作用下被排到清僵绞龙。经清理的子棉随回收锯条辊转至小毛刷辊时,被毛刷刷送到淌棉板上,通过磁铁夹对子棉中铁性杂质的吸附作用,蓬松、洁白干净的子棉从淌棉板进入轧花部。淌棉板的上方设有除尘吸管,能将飞绒及细小尘杂清除。
经清花喂花部清理后,干净、蓬松的子棉进入轧花部的前箱,在前箱下部装有拨棉刺辊,当子棉经导流板流到刺辊时,就被小刺辊的旋转拨送给锯片,旋转着的锯片勾拉住子棉上的纤维,通过阻壳肋条排的间隙勾进中箱,在锯片的勾拉、牵引作用下沿棉卷箱做不规则的曲线运动,由于棉卷有一定的压力,并和锯片有一定的转速差,所以被锯片勾拉的纤维一部分在勾拉运动中已与棉子分离,有的运动到轧花肋条工作点(由于工作点处两肋条间隙为2.8~3.3mm,小于棉子的腰部直径,故带纤维的棉子被阻留在工作箱内,继续随棉卷一起运动),被锯片重复勾拉,直到把长纤维全部拉完后,才从棉子梳和大肋条弧面处脱离棉卷,从排子道排下。被锯齿勾拉下来的纤维,通过轧花肋条排间隙进入后箱,遇到上排杂刀时,纤维中的杂质由于与棉纤维的密度不同,在自身惯性力作用下,一部分沿刀刃依靠气流吸嘴排出机外,锯齿上的纤维继续旋转,其与高速旋转着的毛刷滚筒相遇时,由于毛刷鬃毛插入锯片1~2mm,并与锯片有线速差,再加上毛刷高速旋转产生很大的风力,故在毛刷的吹刷联合作用下,纤维全部脱离锯片,进入皮棉管道输送到机外,进入皮清机或集棉机,同时,纤维中的杂质被下排杂机构排除。
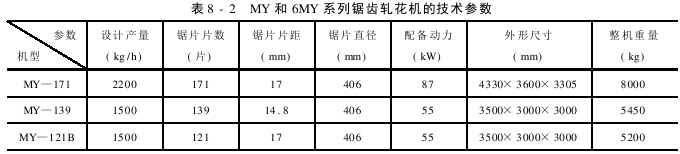
MY系列和6MY系列锯齿轧花机的技术参数见表8-2。
 AAAGFHTRYKUYIU7OUP
AAAGFHTRYKUYIU7OUP
经清花喂花部清理后,干净、蓬松的子棉进入轧花部的前箱,在前箱下部装有拨棉刺辊,当子棉经导流板流到刺辊时,就被小刺辊的旋转拨送给锯片,旋转着的锯片勾拉住子棉上的纤维,通过阻壳肋条排的间隙勾进中箱,在锯片的勾拉、牵引作用下沿棉卷箱做不规则的曲线运动,由于棉卷有一定的压力,并和锯片有一定的转速差,所以被锯片勾拉的纤维一部分在勾拉运动中已与棉子分离,有的运动到轧花肋条工作点(由于工作点处两肋条间隙为2.8~3.3mm,小于棉子的腰部直径,故带纤维的棉子被阻留在工作箱内,继续随棉卷一起运动),被锯片重复勾拉,直到把长纤维全部拉完后,才从棉子梳和大肋条弧面处脱离棉卷,从排子道排下。被锯齿勾拉下来的纤维,通过轧花肋条排间隙进入后箱,遇到上排杂刀时,纤维中的杂质由于与棉纤维的密度不同,在自身惯性力作用下,一部分沿刀刃依靠气流吸嘴排出机外,锯齿上的纤维继续旋转,其与高速旋转着的毛刷滚筒相遇时,由于毛刷鬃毛插入锯片1~2mm,并与锯片有线速差,再加上毛刷高速旋转产生很大的风力,故在毛刷的吹刷联合作用下,纤维全部脱离锯片,进入皮棉管道输送到机外,进入皮清机或集棉机,同时,纤维中的杂质被下排杂机构排除。
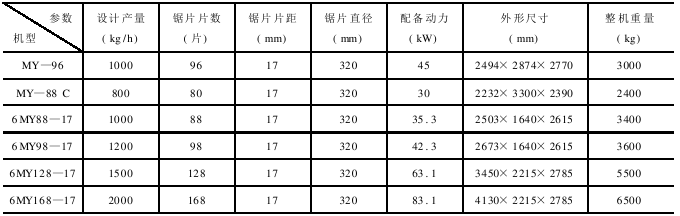
MY系列和6MY系列锯齿轧花机的技术参数见表8-2。
AAAGFHTRYKUYIU7OUP 
相关文章

