
安全防护用阻燃布 第6页
-
纱线的强力指标
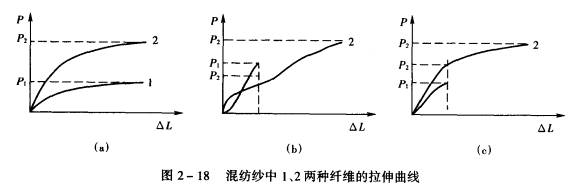
1.纱线的主要强力指标 主要包括断裂强力、断裂应力、断裂强度、断裂长度、断裂伸长、湿干强度比、10%定伸长负荷等,其与纤维的强力指标的表达意义和计算方法相同,详见章第三节,这里不再赘述。 2.混纺纱的强力 混纺纱的强力并不像直观想象的那样,强力弱的加上强力大的就一定得到一个强力中等的。它不仅与纤维的强力有关,还与混纺纤维的伸长能力的差异密切相关。 假设混纺纱中只有1、2两种纤维;纱线的断裂只是由于纤维的断裂而无滑脱;混纺纱中纤维混合均匀;两种纤维线密度相同。在此假设下,混纺纱的强力有三种情况: 从式(2—...
-
影响纱线拉伸断裂强度的主要因素
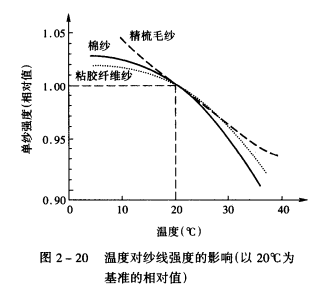
1.纤维的性能 (1)纤维的长度:长度短于2Lc(Lc为滑脱长度)的纤维,将使纱线强度随着其含量的增加而下降。如棉纤维短绒率平均增加1%,纱线拉伸断裂强度下降1%—1.2%。 (2)纤维的强度:纤维的相对强度越高,纱线的强度也越高。同时,影响纤维强度的各项因素同样会表现在纱线上,但因和纱线结构有关,影响又不完全相同。几种不同纱线的强度受温度和回潮率的影响,如图2—20、图2—21所示。 (3)纤维的细度:纤维较细,较柔软,在纱中互相抱合就较紧贴,滑脱长度可能缩短,纱截面中纤维根数可能较多,使纤维在纱内外层...
-
原棉选配的方法
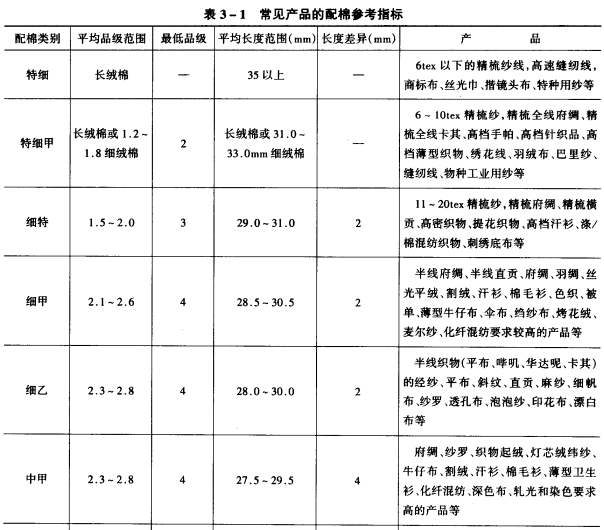
应按纱线线密度、成纱用途及加工特点的不同选配原棉。 1.根据成纱用途和加工特点选配原棉 (1)精梳纱和普梳纱:精梳纱一般为高档产品,要求外观质量好,条干均匀,棉结杂质少。因此,宜选用纤维长度长、品级好、成熟度适中、强力较高、细度较细、棉结杂质较少的原棉。因精梳纱在加工过程中能够较多地排除短绒,原棉短绒稍多,对成纱质量没有显著的影响。普梳纱多用于中档产品,纱线质量要求不如精梳纱高.故各项配棉指标均可适当地低于精梳纱。选用含短绒较少的原棉有利于提高普梳纱成纱强力,在纺细特纱时尤为显著。 (2)经纱和纬纱:经纱...
-
纺纱工艺流程
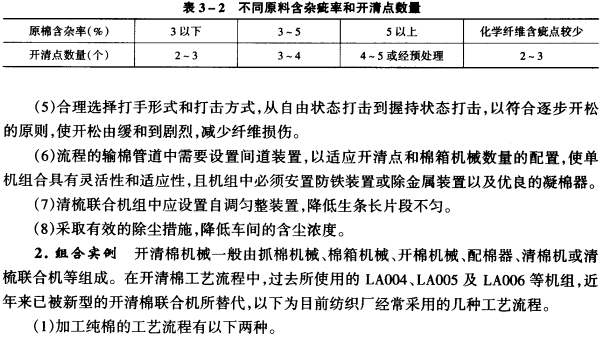
在环锭纺纱小,纺制特细特纱、细特纱或质量高的棉纱时,一般采用精梳纺纱系统;中特或粗特棉纱采用普梳纺纱系统,粗特纱用转杯纺纱机纺制可获得较高的经济效益;棉与涤纶混纺,产品质量要求高的特细特纱、细特纱,棉需经过精梳加工,涤纶用普梳系统,然后在并条机上混合;化学纤维纯纺或混纺时均可用普梳纺纱系统,生产时要根据纤维的特性,采用给乳、防止粘卷(层)、稳定捻度等措施,以保证纺纱顺利进行。将纤维纺制成纱,需要经过开清棉、混合、梳理、牵伸和并合、加捻与卷绕等基本作用,各工序流程的选择分述如下。(一)开清棉工序 1.包合要求...
-
梳棉精梳工序

1.普梳系统和精梳系统 普梳系统由梳棉工序来完成,精梳系统由梳棉及精梳工序来完成。前者将棉卷(或棉流)进行梳理、除杂、混合、均匀和成条。后者排除短绒,进一步梳理使纤维伸直并去除棉结、杂质,均匀成条。 生产普通棉织物所用的纱或化学纤维纱时.一般经过梳棉机的梳理即能满足质量要求。当纺制质量较高的涤/棉纱以及有特殊要求的工业用纱时,在梳棉之后,还应经过精梳工序。当原棉中的短纤维在精梳工序中被清除后,产品质量可以得到显著的提高。 2.精梳准备工艺流程 准备工艺流程一般有三种形式,其特点分述如下。 (1)预并条机→...
-
纺纱工艺流程后加工工序
1.管并与筒并 管并是管纱不经络简机,直接喂入并纱机,省去一道络筒工序。可减少基建投资,但股线张力不够均匀,易产生绕芯纱现象,结杂、细节亦较多。其工艺流程为:管纱→并纱机→捻线机。 管并是简纱喂入并纱机,其工艺流程为:管纱→络筒机→并纱机→捻线机。股线张力均匀,强力较高,结杂和细节较少,接头次数少,生产效率高。 并捻联合是通过并捻联合机将并纱和加捻同时完成,其工艺流程为:管纱→络简机→并捻联合机。省去并纱工序,减少设备投资,避免管并的某些缺点,但有时易产生绕芯纱,故适合一般织物用纱。 2.干捻和湿捻、单捻...
-
纺纱工艺参数和设备配备计算概述
在机型和纺纱工艺流程确定后,可按计划的产品方案,选定各机台的工艺参数,如牵伸倍数、并合数、速度、时间效率和计划停台率、制成率以及消耗率等,以便计算各工序的产量和相应的机台设备数量,从而编制纺纱设备配备表。 工艺参数的选择应与纺纱工艺流程和设备的性能特点结合起来考虑。如果工艺参数选择不当,不仅会影响产品的产、质量,还会造成生产脱节,供应不平衡。生产一定数量的细纱,如果粗纱的线密度大,就会影响细纱机的正常牵伸和产品质量;相反,如果租纱的线密度偏小,生产相同数量的细纱,所需要的粗纱机台数将会相应增多。 选择工艺参...
-
纺纱工艺参数的选择线密度并合数和牵伸倍数的选择
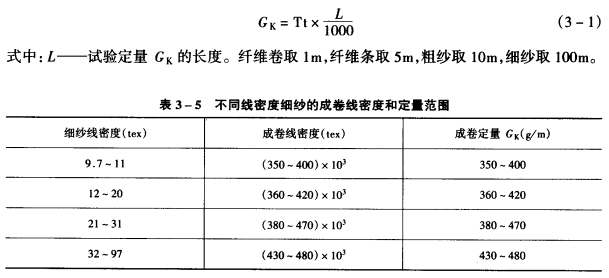
1.成卷线密度 成卷线密度过大不利于开松除杂,且增加后工序的牵伸负担,过小易产生粘卷破洞,降低质量。常用范围如表3—5。化学纤维眷线密度应较同特细纱的纯棉卷重些,以防粘卷,一船可采用接近纯棉中特纱的棉卷线密度。半制品定量(GK)和半制品线密度(Tt)的换算关系如下: 2.梳棉条线密度和牵伸倍数 线密度过大,分梳和除杂不良,易堵塞圈条斜管,且机器配备数量过少,机台无调节余地,影响前纺产、质量。线密度过小,纤维网漂浮,断头增多。 化学纤维抱合力较差,为防止纤维网漂浮,在纺制化学纤维时,纤维条线密度应较纯棉条的线...
-
捻系数的选择
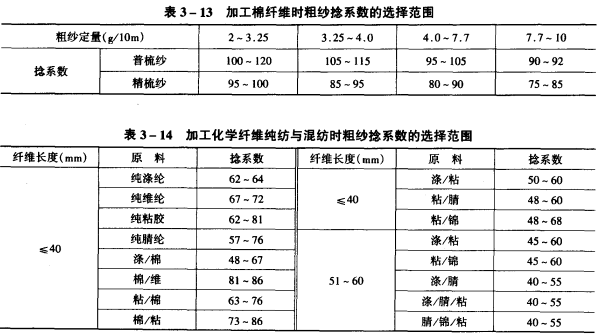
1.粗纱的捻系数 粗纱捻系数和纤维品种、长度及粗纱线密度等因素有关。当纤维长、线密度小、整齐度好时,因纤维间的抱合力大,选用的捻系数宜小,反之宜大。例如中长纤维的粗纱捻系数可比棉型纤维的粗纱捻系数小些;精梳棉纱的粗纱捻系数可比同持普梳棉纱的粗纱捻系数小些。粗纱线密度大时,截面内的纤维根数多,捻系数宜小,反之宜大。针织用粗纱,因细纱条干要求较高,所用粗纱捻系数宜高于同线密度机织纱。加工中等长度的棉纤维时,粗纱捻系数的选择可参考表3—13,加工各种化学纤维(纯纺与混纺)时,粗纱捻系数范围可参考表3—14。 2.细...
-
纺纱设备速度概述
1.概述 纺纱设备速度的高低与半成品及成品的产质量、各工序各设备配备数量、生产车间面积及基建投资有着密切的联系。在选择各机台的速度时,应考虑以下各点: (1)前纺设备速度水平要留有余地,一般取平均偏上水平,以便当设备速度突破原来平衡状态时,仍能保证前后纺半制品的正常供应。 (2)加工化学纤维产品时,为了稳定生产,其速度可略低于纺相同线密度棉纱的速度。 (3)当设备采取某些改进措施,如机械化水平提高、工人操作水平较高、卷装增大、机械结构有所改进,或采用新工艺、新技术等因素时,各设备速度应相应进行调整,以保证...
