
轧液机——提高轧液均匀度的方法
影响轧液均匀度的因素很多,如轧压压力、轧辊表面硬度以及轧辊刚度等。而轧辊的刚度,则是影响轧液均匀度的主要结构因素。因此,提高轧辊刚度是提高轧液均匀度的根本措施。但是,这又会引起整个轧车结构的笨重,增添能量的消耗与搬运安装的困难。从轧辊结构考虑,在不过分增大其截面的前提下,完可能减少轧辊的挠度,以提高轧液均匀度,是优化轧辊设计的重要课题之一。目前常采纳的有中高轧辊、中支轧辊与中固轧辊等。
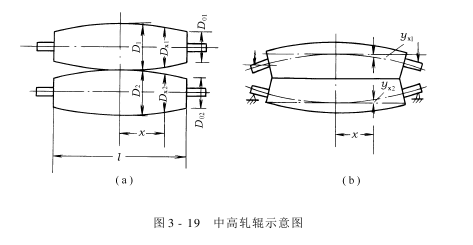
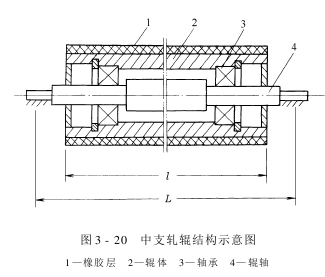
由于一般轧辊两端受集中载荷,辊体受均布载荷,易产生弯曲变形。这种弯曲变形,使轧辊间的线压力形成中间小两端大的分布,造成轧液不匀。图3-19(a)是中高轧辊示意图。这种轧辊的辊体做成中间大、两头小的橄榄状。由于辊体的直径中间大于两端,迫使中间线压力增添而两端线压力减小。假如中间的修正值选择合适,使它和轧辊加压后弯曲变形的挠度值相同,即可以使辊体工作表面均匀接触,轧点接触线尽全吻合,取得轧液均匀的效果,如图3-19(b)所示。在实际生产中,轧车的压力经常因工艺条件的变幻而改变。但这种轧辊结构容易,创造方便,在印染厂使用比较普遍。 图3-20是中支轧辊的结构示意图。这种轧辊辊体的支点内移,相当于减小了房梁的跨距。在同样的载荷条件下,挠度减小,即减小了轧液的不均匀度。
将辊体简化成简支梁,其受力状况如图3-21所示,挠度只是减小,而未消逝。因此,整个纬向的轧液均匀性问题并未解决。但是,假如能使轧辊的中间挠度与两端挠度相等,则可以解决中浅边深的颜色差异。通过计算可知,此时轧辊的挠度已大大减小,其大值仅为一般轧辊的20%,因此,对提高轧液均匀度有肯定的效果。设辊体长度为l,则此时辊体两支点的内移量为:
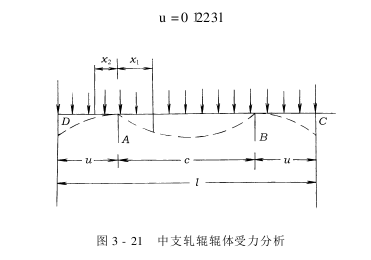
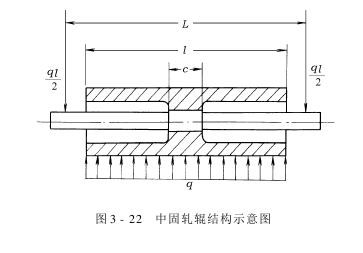
图3-22是中固轧辊的结构示意图。它的辊体,仅中部一段和辊轴紧固连接。和一般轧辊相比较,中固轧辊的挠度大值惟独一般轧辊的1/3~1/4,对提高轧液均匀度有肯定的效果。
值得一提的是,中支轧辊与中固轧辊的加工与装配要求都比较高,而且都只是在肯定程度上提高了轧液均匀度。
AAAKY,7II56U65
相关文章

