
轧光电光轧纹机
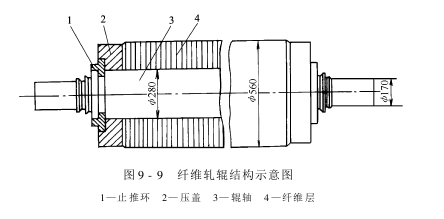
一、设备结构及工作过程 轧光、电光、轧纹机这三种设备都是用来改善面料外观的。前两者是以增进布料的光泽为主,而轧纹机则使布料具有凹凸不平的站体花纹或产生局部光泽效果。 它们都由机架、轧辊、加压装置、传动装置、加热系统与进出布装置等组成,其中轧辊分为软轧辊与硬轧辊两类。软轧辊普通由棉、麻、毛等纤维纸、聚酰胺或布料压制而成,喊纤维轧辊,结构如图9-9所示。其特点是弹性好、耐热、耐用、能承受较大的压力。硬轧辊为金属轧辊,是主动辊,主要是用铸铁、淬铁、钢等金属制成,其中淬铁辊表面硬度高,易保持平坦光滑度,常作轧光辊使用。加热辊均为金属辊,有电加热、蒸汽加热及热油加热等形式。加压方式多为重锤杠杆加压与油压加压。
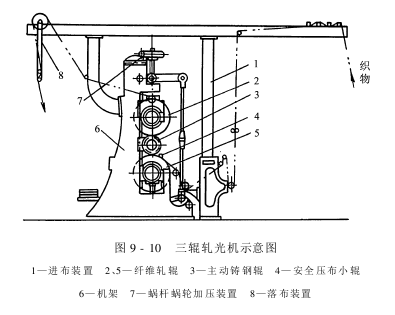
11轧光机 依据轧辊辊面材料、轧压力、温度、不同的软、硬轧辊组合及穿布方式,可获得不同的轧光效果。用于轧光的设备可回纳为一般轧光机、摩擦轧光机与叠层轧光机。 (1)一般轧光机:一般轧光机普通由三个轧辊组成。辊筒罗列形成有“软—硬—软”或“硬—软—硬”两种。这种设备采纳蒸汽加热,加热辊的温度为80~110℃。 一般轧光机适用于布料的普通轧光后整理,用于各类漂、色、花平纹面料的平轧光,在加重压力的条件下,也可作为硬浆薄面料的重轧光后整理用设备。图9-10为一般三辊轧光机示意图。
(2)摩擦轧光机:摩擦轧光机也是由三根轧辊组成的,普通呈“硬—软—硬”罗列。
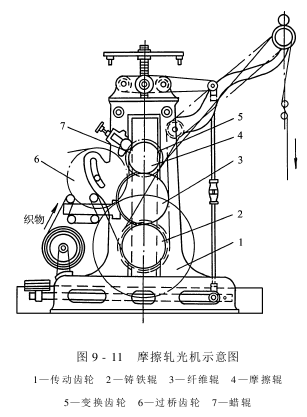
下辊由铸铁制成,中辊由纸粕或棉花制成。上面的小辊由淬铁制成,也称为摩擦辊。在摩擦辊前上方有一个小的蜡辊,是可以自由调节的,既能和摩擦辊接触也可以脱离。在机械运行时,蜡辊上包一层毛毯,并且涂上一些油脂,用于润滑摩擦辊与擦去辊筒上粘附的纤维尘屑与积聚的淀粉等污物。纤维轧辊和摩擦辊组成摩擦轧点,和铸铁辊形成硬轧点。如图9-11所示。 轧光后整理时,面料先经过硬轧点,再经过摩擦轧点。摩擦辊的线速度大于通过轧点的布料的速度,使面料表面受到摩擦而取得磨光效果。同时,由于压轧及摩擦作用,使纺纱线压扁,交错孔压没减小,布料表面光滑,产生强烈光泽。 在加工时,可根据布料的加工要求,通过传动装置,调节摩擦率(即上下两辊筒的线速度比率)在30%~300%范围内,具体的级别有30%、50%、75%、100%、150%、200%、300%,其中较为通用的是50%~75%。摩擦辊温度为100~120℃,布料含水率为10%~15%。 摩擦轧光机适用于斜纹衬里布、中纱线支数平纹布及描图布的轧光后整理。经过后整理的布料表面有很强的极光,很光亮,如涂上了一层蜡一样。 (3)通用轧光机:五辊以上的轧光机即称通用轧光机。因为辊筒的罗列方式不同,用途也不同,后整理的效果也不同,主要有以下几种情况: ①假如软—硬辊筒交替罗列,则用于布料的单面轧光。 ②假如中部有两只是软辊筒相邻罗列,则用于双面轧光。 ③假如只用下面的三只轧辊,则可作为摩擦轧光机使用。 ④假如配有一组6~10套导辊的导布架,则用于叠层轧光。 所谓叠层轧光就是把布料叠层通过同一个轧点进行轧光,叠层多可达6层。叠层轧光的特点是,利用布料之间互相的压轧作用,使布面产生波纹效应,除了可使布料获得轻柔的光泽外,还可使布料具有柔软的手感与纹路清楚的外观,效果自然。 布料叠层轧光时,先穿绕轧光机辊筒一周,经导布架辊筒,再重复穿绕各轧光辊筒,如此反复穿绕5~6次,穿绕层数越多,后整理出来的布料手感越柔软。穿布方式如图9-12所示。这类办法主要用于府绸类的漂、什色面料的后整理。
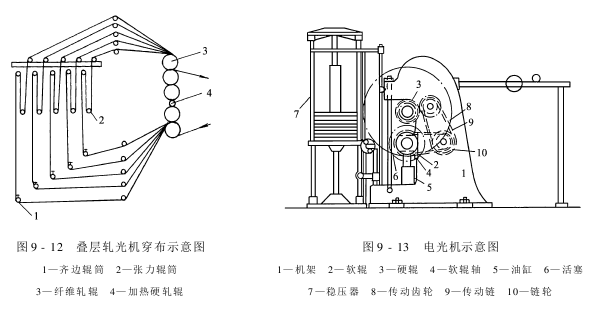
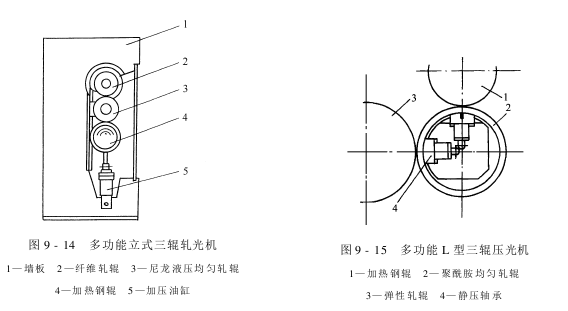
21电光机 电光机结构如图9-13所示。电光机普通为两辊式,下软上硬。软轧辊为羊毛纸辊。硬轧辊常喊电光辊,多为镀铬钢辊,其表面刻有密集的平行细斜线。斜线的密度、倾斜方向及角度应和面料的结构及纺纱线的捻向相配合。斜线密度普通为50~200根/cm,纺纱线越粗,密度越小,倾斜方向应和布料表面的纺纱线捻向一致,倾斜角度应以布料表面的主要纺纱线的捻向为主。如直贡缎的经纱浮于布面,则以经纱捻向为主,刻纹斜线的倾斜角(斜度)取70°,横贡缎纬纱浮于布面,应以纬纱捻向为主,普通取20°,平纹面料的经、纬纱浮长相似,可取20°或70°。但经纱强度普通比纬纱大,应以纬纱的捻向为主。电光辊采纳辊内电加热,加热温度通常为160~180℃。 加压方式为油缸下加压。经电光处理的布料,表面被具有适宜斜线辊面的加热钢辊压成细密的、相互平行的斜线,从而对光线呈规则反射,获得较强的光泽,具有丝绸般的感觉。 31轧纹机 轧纹机为两辊式结构,外形和电光机类似,不同之处是其轧辊上刻有花纹。依照软轧辊上是否刻花纹又可分为轧花机与拷花机。 轧花机的硬辊为钢辊,表面刻有凸起较高的阳纹花纹(高度为0.9~1.4mm)。软轧辊表面轧有和硬轧辊凸纹相吻合而深度稍浅的阴纹(0.4~0.7mm),钢辊直径较小且和软轧辊保持整数比,普通为1∶2或1∶3。钢辊内置电加热装置,温度可达150~200℃。布料轧花后可得到明显的凹凸花纹。若和树脂后整理相结合,便可获得耐久性凹凸花纹。该机由一台轻式轧纹机与一台悬挂式焙烘机组成。轻式轧纹机由轧纹辊筒和丁氰橡胶辊筒配合组成,其中丁氰橡胶辊筒为主辊筒。轧纹辊筒采纳螺杆及杠杆加压,由于花纹深度惟独0.4~0.6mm,压力小,因此对软轧辊要求不高,轧纹辊筒加热温度可达到150~200℃。印轧到先经过热固性合成树脂初缩体处理过的纤维素纤维布料上后,即进入焙烘机焙烘后,便可形成耐久性凹凸花纹。 拷花机的加热钢辊表面所刻花纹的凸起高度较低,且软轧辊表面无花纹,面料仅靠钢辊凸纹产生花纹效果,获得的花纹不明显。为预防钢辊上的凸纹在软轧辊上产生凹痕,要求采纳高弹性软轧辊,较轻的轧压力,硬轧辊小于软辊,软轧辊和硬轧辊的周长不能成整数比。 41多功能轧光机 五辊以上的轧光机,依据穿布与软、硬轧点组合不同,可获得多种轧光效果,但仍有很大局限性。为满足人们对一机多用的要求,近些年开辟了多种新型多功能轧光机,如英国发姆劳通(FarmerNorton)的站式两辊电光比例轧光机,德国库司特(Küsters)的电光、摩擦轧光轧纹机,德国莱密希(Ramisch)的摩擦轧花机等。下面,我们按轧辊排布形式,介绍两种较典型的多功能三辊轧光机。 (1)多功能站式三辊轧光机:如图9-14所示。该机采纳油缸下加压方式加压,上面的纤维辊可依需要进行更换,下面为加热钢辊,可采纳蒸汽、燃气及电加热,热辊表面高温度可达250℃。采纳不同的穿布方式可获得不同的轧光效果。如面料经纤维轧辊和尼龙液压均匀轧辊间的轧点可获软轧光效果,布料经加热钢辊和尼龙辊轧点可获平轧光效果。 若将上面的纤维轧辊更换为电光辊,便可进行电光后整理。若更换为凸纹钢辊,则可进行轧纹后整理。 (2)多功能L型三辊轧光机:如图9-15所示。加热钢辊、聚酰胺均匀轧辊与弹性轧辊成L型罗列组成多功能L型三辊压光机。聚酰胺均匀轧辊是一种液压活塞式可控中高轧辊,分布于互成90°的两个平面内的静压活塞油缸,可补偿互相压轧的两根轧辊的自然挠曲,使聚酰胺均匀辊和加热钢辊及弹性轧辊均能保持轴向的压力均匀,以保证布料幅向轧光效果均匀。聚酰胺辊压缩归弹性好,布料缝头通过也不会损伤轧辊。但其耐热性较差,通冷水或吹冷风冷却,可以延长其使用寿命。 面料轧光时,采纳不同的穿布方式,可获得不同的后整理效果。如面料通过聚酰胺轧辊和加热钢辊轧点时,可获得高光泽度;通过纤维轧辊和聚酰胺轧辊轧点时,得到消光后整理的效果,布料手感柔软饱满;布料通过两个轧点,施加不同的压力,既可获得需要的光泽,又能达到手感柔软与饱满。
为确保轧光机安全运行,各轧光机上均设有金属探测、缝头探测、紧急停车、脱竹夹装置及静电去除器,用以爱护纤维轧辊、尼龙轧辊、聚酰胺轧辊不受损坏。
AAAFSGRETEGSDFW
相关文章

